【PLC实用案例】以实例来讲解步进顺序控制编程
高天宇
发布于2018-05-31 17:10
27
0
标签:步进顺序控制编程
如图1所示为机械手“取与放”搬运系统的动作示意图,其任务是将某工件从A点搬运到B点。我们便以此例来讲解步进顺序控制编程。
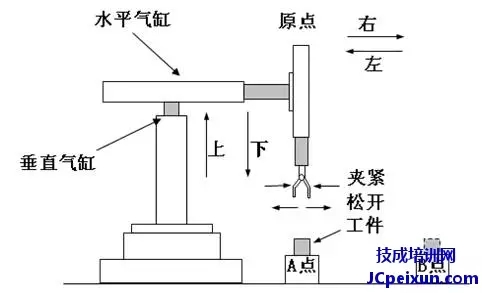
图1 机械手“取与放”搬运系统的动作示意图
应用STL指令编制顺序控制程序时,一般按以下几个步骤进行:
(1) 分析工艺控制过程;
(2) 根据控制要求,划分工步;
(3) 画出顺序控制功能图;
(4) 列出I/O地址分配表;
(5) 画出PLC电路接线图;
(6) 编制SFC程序或梯形图;
了解了编程步骤之后,下面我们便开始进行编制顺序控制程序。
1、控制要求
原点为左下方所到达的极限位置,启动前机械手处于放松状态,启动后机械手加紧工件→夹住工件上升到顶端→横向移动到右端→下降到B处位置→机械手松开,把工件放到B处→机械手上升到顶端→横向左移到左极限→下降到下限原点处,以此连续循环。若中途按下停止按钮,机械手并不立即停止,而是在本次循环所有过程都执行完后回到原点才能停止。
2、划分工步
表1 工步划分表
| S0 | 初始状态 | S24 | 释放工件 |
| S20 | 抓工件 | S25 | 气爪上升 |
| S21 | 气爪上升 | S26 | 水平缩回 |
| S22 | 水平伸出 | S27 | 气爪下降 |
| S23 | 气爪下降 |
|
|
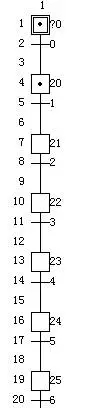
3、画出顺序功能图
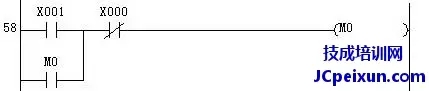
其顺序功能图如图2所示,依控制要求,应有停止梯形图,如图3所示。
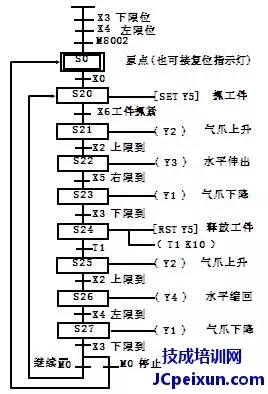
图2 顺序功能图
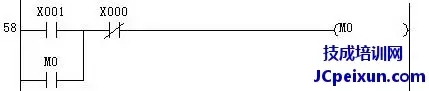
图3 停止梯形图
4、列出I/O地址分配表
表2 I/O地址分配表分
| 输 入 | 输 出 |
| 输入设备/符号 | PLC输入点 | 输出设备/符号 | PLC输出点 |
| 启动按钮 /SB1 | X0 | 升降气缸的下降/KV1 | Y1 |
| 停止按钮/SB2 | X1 | 升降气缸的上升/KV2 | Y2 |
| 升降气缸上限位检测开关/SQ1 | X2 | 水平气缸的伸出/KV3 | Y3 |
| 升降气缸下限位检测开关/SQ2 | X3 | 水平气缸的缩回/KV4 | Y4 |
| 伸缩气缸左限位检测开关/SQ3 | X4 | 气抓的夹紧/释放/KV5 | Y5 |
| 伸缩气缸右限位检测开关/SQ4 | X5 |
|
|
| 气抓抓取/释放检测开关/SQ5 | X6 |
|
|
5、画出PLC电路接线图
其电路接线图如图4所示。
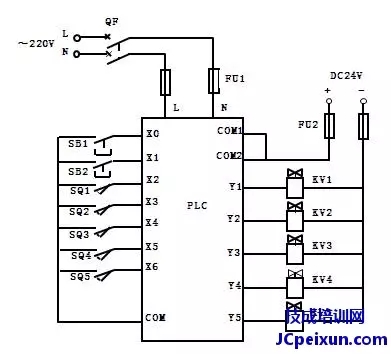
图4 电路接线图
6、编制SFC程序或梯形图
SFC程序:

作者: 蔡慧荥
本文为原创内容,如需转载请注明出处,违者必究!
课程推荐:
三菱FX系列PLC顺序控制应用
西门子S7-200SMART PLC编程应用入门





















