附案例源文件|三菱FX3U现场传送带之间的通讯
王曾
发布于2023-03-30 10:52
191
2
标签:三菱PLC
一、案例描述
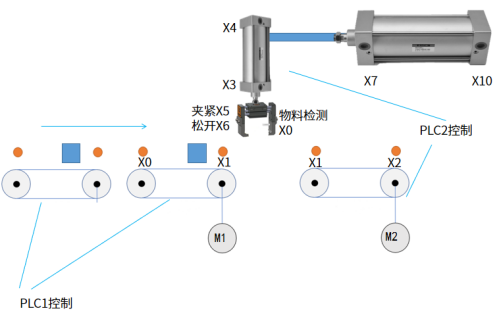
现场有一条传送带,由两个部分组成,左边部分右一台plc控制,右边部分由另外一台plc控制,需要在同一台触摸屏上面监控2台plc的数据。
控制要求:
1)plc开机时或者按下复位按钮时,夹爪无物料时,夹取机构需要回原点(松开夹爪,上升到顶部);夹爪有物料时,需要将物料放到X1位置,再回原点。
2)左边工位的X1感应到物体了,机械手就过来夹取,放到右边PLC的X1上面。
3)需要在威纶通触摸屏上面能监控到两台plc上面的各个点位。
4)需要有手动模式,手动模式下,能自动的控制各个气缸动作。
二、三菱NN通讯协议的介绍
首先,我们来介绍一下,什么是N:N网络,它是三菱FX系列plc之间首先数据交互的一种专用协议,它最多能实现8台FX系列的plc之间进行通讯。
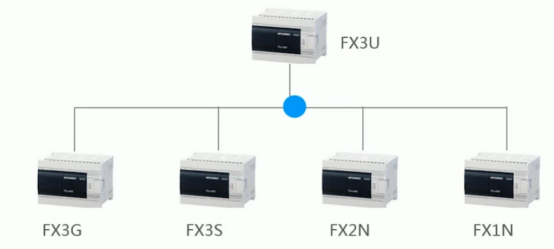
看上图,我们以一台3U的plc作为主站,于另外的几台plc从站进行通讯,通过这个方法,我们就能实现主站与各个从站进行信息交互。下面我们先来学习下接线,如下图,我们可以在每一个plc左端添加一个模块,485BD板硬件准备好了之后,我们就可以进行连线,如下图,我们可以发现,连线非常简单。

接线接好之后,我们需要对plc的通讯参数进行设置么?这里并不需要,这是三菱专门做的一种通讯协议,非常简单,接好线之后就能直接使用,怎么使用呢,我们先来看下下图

我们选择其中一台PLC作为主站(其他plc都是从站),主站plc需要设定站号为0,然后根据从站个数,给D8177赋值,设定好从站的个数,最后通过给D8178赋值,确定好通讯的数据有哪些D8178怎么用,我们后面再讲。现在设置如下,从站个数我们设置为1个,通讯的模式我们选择1模式。
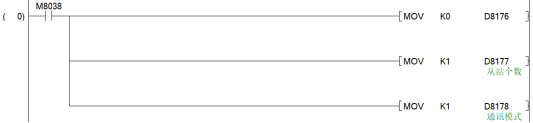
从站设定的plc,只需要写一行程序,设定一个站号,比如1号站,就用MOV指令给D8176赋值给个1,就可以了,如下图,

下面我们来看下通讯模式D8178的设定,请看下图
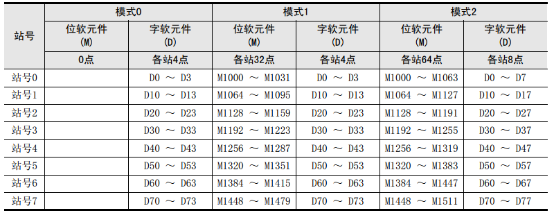
我们选择的是1模式,也就是说,主站可以通过M1000~M1031、D0~D3这些点发送数据给其他站接收,比如我们再主站里触发M1000的线圈导通,那么各个从站的M1000的常开触点就会闭合,我们再主站里给D0写个数值k3进去,那么从站就能接收到D0里面的数值为3的数据。
1号站可以用的通讯的点为M1064~M1095、D10~D13,在1号站里导通M1064的线圈,在主站里的M1064的常开触点就会闭合(其他从站的M1064不会闭合,因为从站只能和主站通讯),同理,给D10里面写个数据,比如k10,那么主站里面就能接收到D10里面的k10的数据。
有些人会问,为什么要设定通讯模式,直接用最多数据的那个模式就好啊,这多麻烦啊。这是因为通讯过多数据会影响通讯的速度。
以上内容就是对NN网络的介绍。
三、程序设计
1. I/O分配
第一台PLC
|
输入点
|
注释
|
输出点
|
注释
|
|
X0
|
入料感应
|
Y0
|
传送带运行
|
|
X1
|
出料感应
|
|
|
|
|
|
|
|
|
M1064
|
物料检测
|
M1000
|
复位
|
|
M1065
|
入料感应2
|
M1001
|
出料感应
|
|
M1066
|
出料感应2
|
M1002
|
手自动
|
|
M1067
|
下降感应
|
M1003
|
下降
|
|
M1068
|
上升感应
|
M1004
|
上升
|
|
M1069
|
夹紧感应
|
M1005
|
夹紧
|
|
M1070
|
松开感应
|
M1006
|
松开
|
|
M1071
|
左移感应
|
M1007
|
左移
|
|
M1072
|
右移感应
|
|
|
|
M1073
|
传送带运行
|
|
|
第二台PLC
|
序号
|
注释
|
输出点
|
注释
|
|
X0
|
物料检测
|
Y0
|
传送带运行
|
|
若有收获,就点个赞吧!
文章来源于网络及文献如有侵权请联系站长
分享到:
![]() 微信扫一扫分享
微信扫一扫分享
阅读与本文标签相同的文章
三菱PLC
|
























