关于PLC顺序控制的专业讲述,附图文案例
高天宇
发布于2019-09-20 16:00
12
0
标签:顺序控制,案例
什么是顺序控制,顾名思义,就是按照一定的顺序,执行相应的动作。
普通的动作,我们只需要根据一定的逻辑,去编写程序,想到什么,就写什么,写法非常灵活。但是,假设一套设备,动作非常多,非常复杂,用普通对的编程逻辑去写的话,会非常麻烦,这个时候就需要使用到顺序控制。
顺序控制的优点有以下几点,一是可以更清晰、简洁地去分布程序的动作,方便编程;二是监控程序的时候能够清晰的知道程序运行到哪一步了,出问题了能很快找到问题点,方便维护。
每个类型的plc都会有对应的顺序控制的编程方法。三菱plc专门用来做顺序控制的是使用SFC程序;当然,这只是顺序控制的其中一种方法,还可以使用数据寄存器D来保存程序的动作;也可以通过中间继电器M作为标志位,记录程序的动作。
今天,我们重点讲解用数据寄存器D保存程序动作的方法,下面看具体案例:
如下图,有两台电机M1、M2,分别能够控制A、B两个平台进行左移右移动作,每个平台都有左右限位,具体I/O分布如表所示

要求动作如下表所示 
拿到这样一道题目,不是马上就开始写程序,要做的步是把状态转移图画出来,如下图: 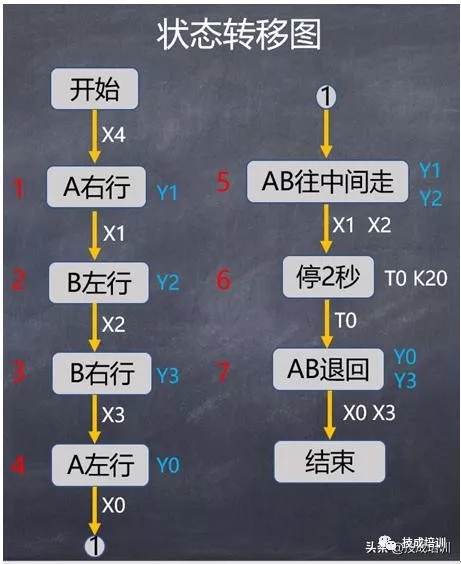
上图中的红色文字指的是步号,步是A右行,第二步是B左行,我们可以用一个数据寄存器D0对其动作进行记录,用MOV指令进行给定。比如按下X4按钮时,用mov指令给寄存器D0传送一个K1的数值,表示进入了步,这些。用等于指令,当D0等于1时,输出Y1的动作,让A平台右行。
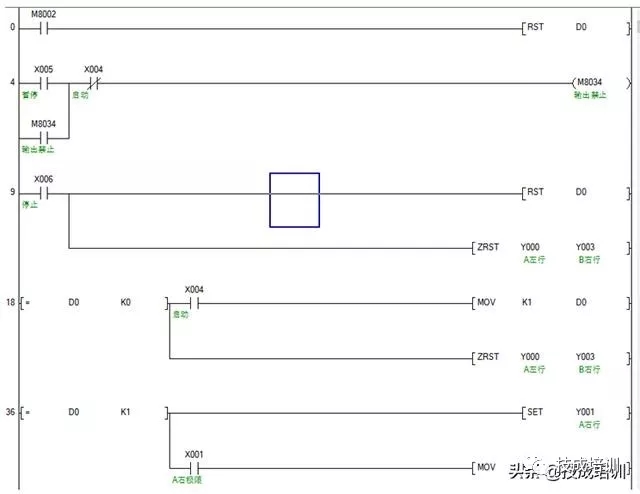
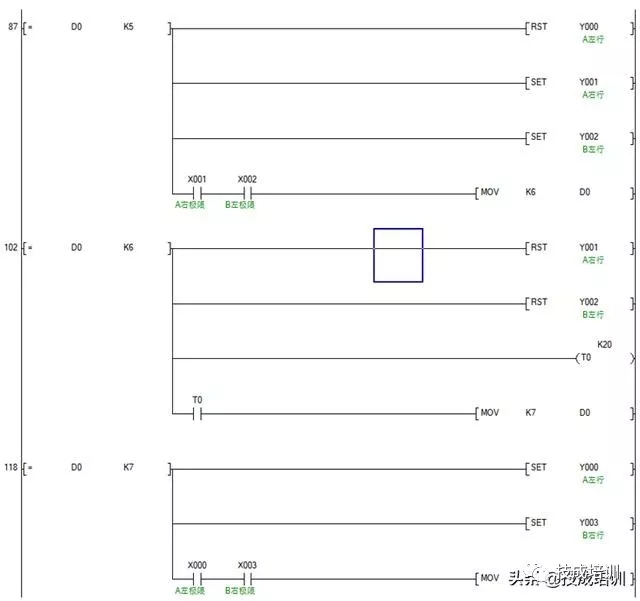
下面我们来看下具体程序的编写(程序里面还使用了暂停功能,使用X5输出控制M8034,这样Y点就暂停输出了,设备就停止动作,但是,动作的记录寄存器D0并没有复位,只要再次按下启动按钮X4,接触M8034的自锁,设备就能按照原本的动作执行动作。程序也有停止功能,按下X6时,所有输出的Y点都停止,同时复位D0寄存器,这样设备就只能重新开始动作)
(以上内容为均为技成原创,作者:陈育鑫,未经授权不得转载,违者必究!)
相关课程推荐:
三菱FX系列plc重难点解析
模拟量控制基础知识





















